基于模具匹配的多品种生产建模
一、 案例说明
一个工作站对3种产品A、B、C进行加工,并且这三种产品在工作站上加工时都需要特定型号的模具夹持,假设工作站中有3台机器对三种产品进行加工,三件产品的相关数据如表1所示 ,模型下载。
表1 产品相关数据(单位:min)
|
产品 |
到达间隔时间 |
加工时间 |
模具数量 |
上模具时间 |
下模具时间 |
|
A |
30 |
40 |
2 |
2 |
1 |
|
B |
20 |
20 |
1 |
3 |
2 |
|
C |
35 |
30 |
2 |
2 |
1 |
具体生产过程为:
(1) 当有一台机器空闲时,将由人工或者机械手按照FIFO的原则从待加工区域选取有空闲模具匹配的产品来进行加工,安装模具时间为表中的“上模具时间”;
(2) 然后机器自动加工;
(3) 加工完毕后,由人工或机械手将模具和产品卸载下来,产品放入成品存放区,模具放到模具架,卸载时间为表中的“下模具时间”。
已知产品A进入系统的时间间隔为30min,产品B为20min,产品C为35min,批量均为1。磨具进入系统的时间间隔为5min,批量为5,系统中最大容量为5。
该模型建立主要有以下目的:
l 学会应用机器元素multiple cycle机器
l 熟悉属性attribute元素的用法
l 学会品种与磨具相匹配的建模方法
二、 建模设计
2.1 witness仿真模型界面
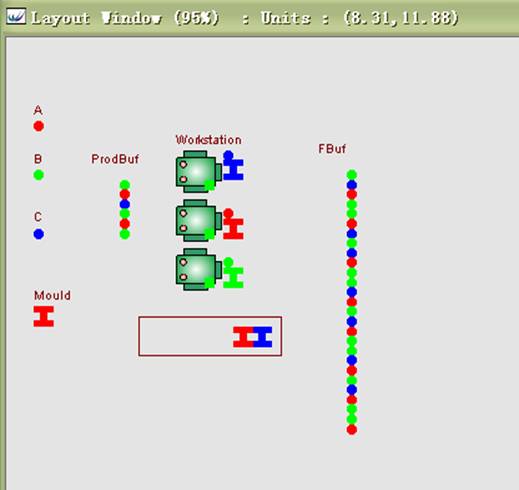
图1 模型最终界面
2.2 建模元素说明
A、B、C为三种待加工产品。其中A产品的No属性值为1,B产品的属性值为2,C产品的属性值为3,这与磨具的no属性是相互对应的。
Mould为模具,模具适合于哪种产品,由模具的属性No确定,如果No=1,为A产品的模具;如果No=2,为B产品的模据;如果No=3,为C产品的模具。
ProdBuf为存储待加工产品的缓存,ModBuf为模具架,也为缓存元素,这两个缓存元素需要设置其Output―Option为Any;FBuf为完成品的缓存。
PTime为实数型属性元素,用于存储三种产品在工作站上的上线、自动加工和下线的作业时间。具体元素说明见表2。
表2 元素说明
|
元素名称 |
元素类型 |
元素数量 |
元素作用 |
|
A |
Part |
1 |
模拟A产品 |
|
B |
Part |
1 |
模拟B产品 |
|
C |
Part |
1 |
模拟C产品 |
|
Mould |
Part |
1 |
模拟模具 |
|
Prodbuf |
Buffer |
1 |
工作站前的缓冲 |
|
Modbuf |
Buffer |
1 |
模具架 |
|
Fbuf |
Buffer |
1 |
产成品库存 |
|
No |
Attribute |
1 |
表示产品种类代号 |
|
PTtime |
Attribute |
3 |
产品的上下模具以及加工时间 |
|
Workstation |
Machine |
3 |
工作站 |
2.3 元素可视化设计
(1)part类型元素可视化设计
Part类型元素A、B、C以及mould元素分别对其name属性和style属性进行设置,A、B、C产品的动态图标分别为红色、绿色、蓝色的圆圈图标。Mould元素的图标颜色根据其相匹配的产品显示与产品相匹配的颜色。
(2)buffer类型元素可视化设计
Buffer类型元素包括prodbuf、modbuf以及fbuf元素。对于prodbuf元素和fbuf元素对其name属性、part queue属性进行可视化设计,part queue选择queue选项中的up方向。
Modbuf元素对其name属性、rectangle属性以及part queue属性进行可视化设计。Rectangle画一矩形框,partqueue属性选择queue选项中的right方向。
(3)machine类型元素可视化设计
Machine类型元素是workstation元素。主要对其name属性、part queue属性、icon属性(静态图标)icon属性(动态显示图标)进行设置。Part queue属性选择queue选项中的up方向。
2.4 元素详细设计
(1)part类型元素详细设计
part类型元素A、B、C产品的详细设计基本相同,这里以A产品的详细设计为例。如图2所示。
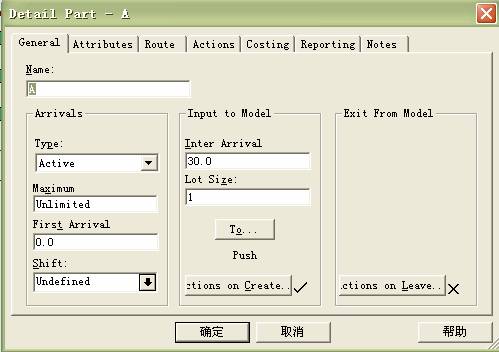
图2 A产品详细设计
其中,点击“To……”按钮,输入“PUSH to ProdBuf”
点击“actions on create”,输入
No = 1
PTime (1) = 2 !产品A的上模具时间
PTime (2) = 40 !产品A的加工时间
PTime (3) = 1 !产品A的下模具时间
产品B、C的详细化设计与产品A相似,只是将零件进入系统的间隔时间、上模具时间、加工时间、下模具时间以及No属性更换即可。
Mould元素的详细设计如图3所示。
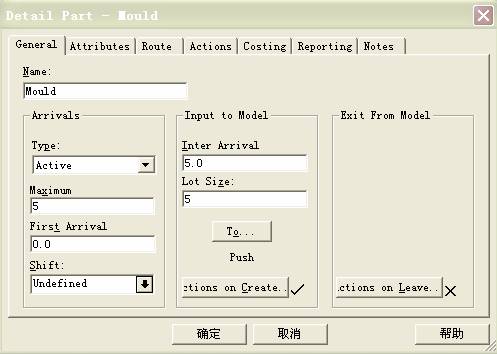
图3 mould元素详细设计
其中,点击“To……”按钮,输入“PUSH to ModBuf”
点击“actions on create”,输入
IF M < 3
No = 1
PEN = 1
ELSEIF M < 4
No = 2
PEN = 2
ELSE
No = 3
PEN = 4
ENDIF !对mould元素进行属性赋值以便与三种产品的no属性和颜色相匹配。
(2)buffer类型元素详细设计
Fbuf元素无需详细设计,对于Prodbuf、Modbuf元素只需将output-option下的选项改为any类型即可。
(3)machine类型元素详细设计
Workstation元素在该模型中选择multiple cycle类型的机器,具体的设置如图4所示。
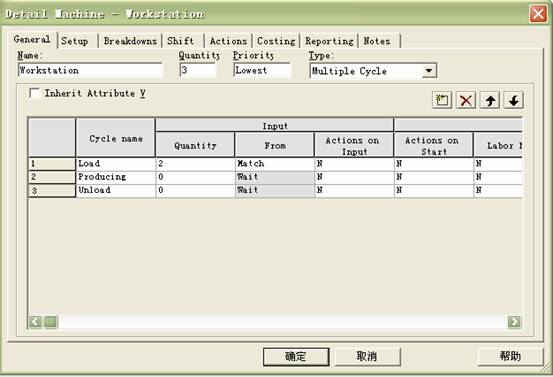
图4 workstation元素详细设计
其中机器加工某一产品需要三个循环期,即上模具过程、机器加工产品过程、卸模具过程。其中相关数据如表3所示。
表3 机器各个循环期相关数据
|
Cycle name |
Input |
Duration |
output |
|||
|
quantity |
from |
Cycle time |
Finish quantity |
output |
to |
|
|
Load |
2 |
Match◇ |
PTtime(1) |
2 |
0 |
Wait |
|
Producing |
0 |
Wait |
PTtime(2) |
2 |
0 |
Wait |
|
unload |
0 |
Wait |
PTtime(3) |
2 |
0 |
Push◇ |
注:◇match包含的程序为:
MATCH/ATTRIBUTE No
ProdBuf #(1) AND ModBuf #(1) !将prodbuf中和modbuf中No属性相同的元素进行配对。
◇push包含的程序为:
PUSH Mould to ModBuf,FBuf !将Mould元素放置在Modbuf缓冲中,如果该缓冲无法接受,则放置在Fbuf中。
三、 运行模型
运行模型1000个时间单位,模型运行的结果如图5和图6以及图7所示。
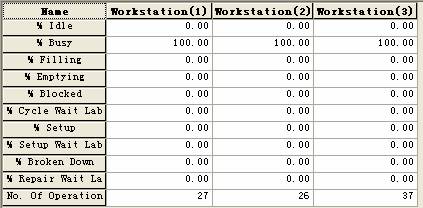
图5 工作站相关数据
图5中可以看出,工作站中三台机器的忙率均为100%,机器一直处于忙碌状态。并且第三台机器加工零件的数量最多,为37个。
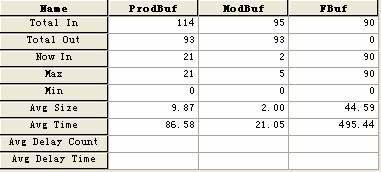
图6 缓冲区相关数据
从图6可以看出,prodbuf缓冲区和modbuf缓冲区的零件虽然进入缓冲的数量不同,但是从缓冲区出去的零件数量相同,这是由于产品A、B、C产品与modbuf缓冲区中的模具是一一配对造成的。Fbuf现有库存为90个,说明有三个零件正在被工作站中的三台机器加工。
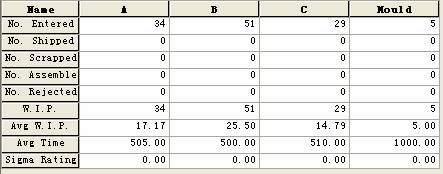
图7 产品和模具相关数据
从图7可以看出,产品B在该系统中被加工的数量最多,这主要是由于B产品进入系统的时间间隔短(20min)导致B产品进入系统数量较多,从而加工数量就越多,其次是A(进入系统的时间间隔为30min)。最后是C(进入系统时间间隔为35min)。mould元素进入系统的数量为5,这是由于模具被匹配使用后被重新放回模具架等待下一次使用的原因造成的。